
Views: 0 Author: Site Editor Publish Time: 2025-02-02 Origin: Site











High-performance bicycle components live in a world of microns. A bearing housing that's 0.05mm out of round compromises drivetrain efficiency. A poorly radiused pocket edge becomes a fatigue crack initiation point after thousands of load cycles. Getting these details right starts with choosing the right manufacturing process — and having the capability to deliver it precisely.
BSD Machinery operates two complementary precision processes: CNC machining and Metal Injection Molding (MIM). For bicycle engineers and procurement managers, that means every component in your assembly is built through the process it actually needs.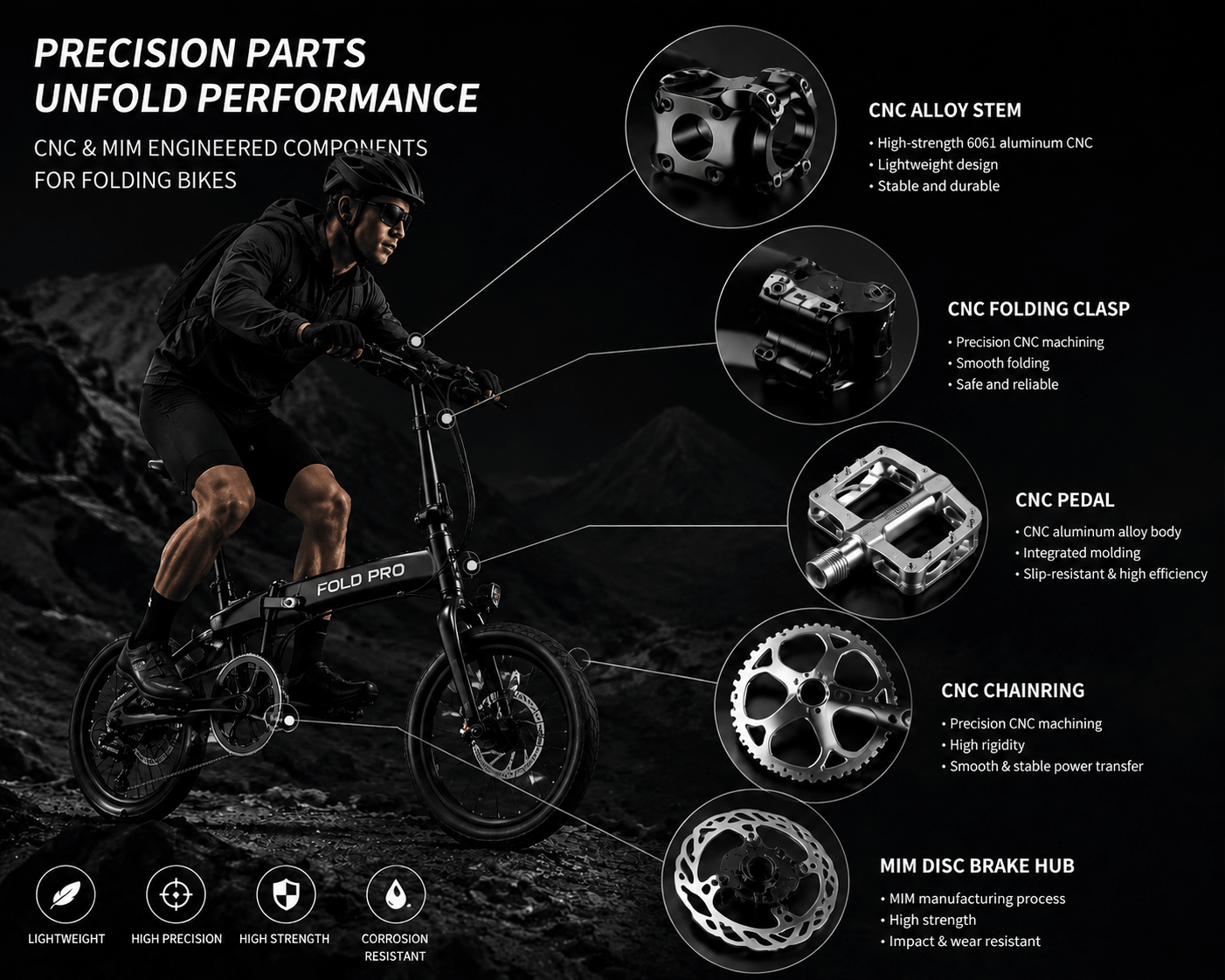
Equipped with 5-axis CNC machining centers and CMM metrology equipment, we support customers with:
Weight Reduction
Weight-reduction pockets are engineered to look lightweight and carry the aesthetic of precision engineering — not just material removed arbitrarily. Wall thickness, pocket placement, and internal geometry are mapped to primary load paths, producing parts that are visually light and structurally correct.
Structural Optimization
5-axis machining reaches complex internal geometry that conventional setups cannot. Tight tolerance machining to ±0.002mm on critical features, fully verified by CMM inspection — every dimension measured, documented, and reported. Fatigue-resistant structural parts built to handle cyclic stress, not just static load.
Surface Finish Enhancement
Edge treatment is a standard process step on every part — micro-chamfering at all sharp transitions, smooth contact radii, and complete burr removal for clean hand-feel throughout. Surface texture options include bead blasting, fine brushing, and satin finish, selected based on both functional requirements and visual specification.
Small-Batch Flexibility
MOQ of 1 piece for CNC. Small-batch, high-mix production runs handled without minimum order constraints — a single prototype, a 10-piece validation batch, or a mixed-spec order all processed under the same quality system.
Fast Prototype Development
First CNC samples in 7–15 days, 3–5 sets per run. DFM review included with every quotation. From prototype to mass production, the same engineering team supports the full journey — structural review, tolerance confirmation, FAI, and production authorization handled as one continuous process.
Color Consistency
Titanium anodizing voltage, bath temperature, and surface preparation are fully process-controlled as documented steps — not approximated. Every piece in an order comes out the same color, whether 20 units or 500. This is the standard premium bicycle builds require and what general-purpose suppliers consistently fail to deliver.
| CNC Machining | MIM | |
|---|---|---|
| Best for | Structural parts, complex geometry, low-to-medium volumes | Small-body hardware, complex 3D form, volumes 500+ units/year |
| Typical bicycle parts | Stems, crank arms, hubs, brake bodies, titanium hardware | Brake internals, derailleur pivot hardware, cleat components, cable adjusters |
| Critical tolerance | ±0.002mm achievable | ±0.05–0.3mm; CNC finish on critical interfaces |
| MOQ | 1 piece | Mold amortization applies above ~500 units/year |
| Prototype lead time | 7–15 days, 3–5 sets | Post-mold lead time; DFM review upfront |
For mixed assemblies — structural parts in CNC, hardware in MIM — BSD manages both under one project, one quality system, and one delivery timeline.
Component fit is cumulative. A bottom bracket shell that's 0.05mm out of round affects bearing preload, which affects drivetrain efficiency, which compounds into measurable performance loss. Hydraulic brake port bores need consistent diameter and surface finish to maintain seal integrity. Press-fit bearing housings demand roundness within fractions of a millimeter to avoid premature wear and audible creaking under load.
CNC-machined bicycle parts at BSD achieve tolerances of ±0.002mm on critical features — verified through full CMM inspection. Dimensional reports are issued as part of every FAI before mass production is authorized.
MIM bicycle components achieve post-sinter tolerances of ±0.05mm to ±0.3mm, with sintered density targeting above 96% of theoretical. CNC finish machining is applied to critical interfaces where tighter control is required.
Whether a part was cut or molded, it leaves BSD having been measured, documented, and verified.
A bicycle frame component rarely fails under a single overload event. It fails after thousands of stress cycles that gradually propagate microscopic cracks — at poorly radiused transitions, at surface discontinuities introduced during processing, at bore edges left without adequate treatment.
Fatigue resistance is not simply a function of alloy selection. It depends on how the part is processed and finished.
For CNC-machined structural parts, fatigue performance is influenced by cutting parameter selection, edge treatment at all sharp transitions, and pocket geometry that keeps wall thickness consistent and avoids abrupt section changes.
For MIM structural components, fatigue performance depends on achieving near-full sintered density — BSD's MIM process targets sintered densities above 96% of theoretical — with binder removal completeness and post-sinter surface quality controlled as documented process steps.
In both processes, edge treatment is a structural requirement, not a cosmetic one. BSD's standard edge treatment delivers:
Subtle micro-chamfers at all sharp geometric transitions, reducing stress concentration and preventing crack initiation under cyclic loading
Smooth, rounded surfaces at all rider contact points — handlebar clamps, stem faces, saddle hardware, bolt head interfaces
Burr-free internal passages in hydraulic ports, threaded holes, and cable routing channels, eliminating contamination risks and stress risers simultaneously
BSD's facility includes 3-axis, 4-axis, and 5-axis CNC machining centers, CNC turning-milling composite machines, and CNC precision grinding equipment.
5-axis capability is critical for bicycle applications requiring compound angles across multiple faces — frame junction nodes, ergonomic handlebar profiles, complex bracket geometries, and hydraulic-integrated accessories. Single-setup machining eliminates the repositioning error that accumulates across multiple operations, which at ±0.002mm tolerance is not a convenience — it's a dimensional necessity.
Weight-reduction pocket design is among the most technically demanding features in bicycle component machining. Done poorly, pockets create stress concentration points at load path convergence zones. BSD approaches pocket design as an engineering task: evaluating wall thickness consistency, radiusing internal corners to prevent crack initiation, and positioning pockets away from primary stress zones. The result is 15–30% mass reduction while maintaining or improving structural stiffness distribution.

MIM is optimally applied to components with three characteristics: complex three-dimensional geometry, production volumes above approximately 500–1,000 units per year where mold amortization makes economic sense, and small body size where near-net-shape efficiency is greatest.
Typical bicycle applications where MIM delivers clear advantages include brake mechanism internals (pivot pins, adjuster bodies, cable retention hardware), derailleur cage hardware and cable tensioner bodies, frame interface inserts, and cleat interface components for clipless pedal systems.
MIM parts produced at BSD are held to the same inspection standards as CNC parts: CMM measurement, FAI documentation, and material certifications covering composition and mechanical properties issued with every production batch.
Surface finishing affects corrosion resistance, fatigue life, friction behavior, and brand perception. For bicycle components, it's part of the engineering specification regardless of whether the part was machined or molded.
Anodizing is the standard finishing process for aluminum components from both CNC and MIM production. Type II anodizing (standard hardness) is appropriate for most structural and aesthetic applications. Type III hard anodizing is specified where wear resistance is the primary requirement — bearing interfaces, pivot points, brake pivot hardware.
Surface texture options available through BSD include:
Bead blasting — uniform matte surface, removes machining marks and molding witness lines, widely used on frames and structural hardware
Fine brushing — directional linear grain with a premium machined appearance, common on handlebar clamps and visible hardware interfaces
Satin finish — between matte and polished, frequently applied to titanium components where material character is part of the product's visual language
Titanium color consistency requires particular process discipline. Titanium anodizing produces color through oxide film interference — small voltage variations produce visible color inconsistency unacceptable in premium components. BSD manages surface preparation, applied voltage, bath temperature, and post-treatment handling as documented process steps, delivering uniform titanium anodizing color across every piece in an order, whether that's 20 seatpost collars or 500 titanium bolt sets.
Minimum order quantity: 1 piece. Prototype development doesn't require a large upfront commitment for either CNC or MIM. For CNC, first samples are delivered within 7–15 days in quantities of 3–5 sets — enough to test fitment, validate fatigue performance, and evaluate surface finish before production commitment.
For MIM, the DFM review at the front end is more consequential. BSD's MIM engineering review evaluates parting line placement, gate location, expected sintering shrinkage, and wall thickness uniformity before mold fabrication begins — the front-end investment that prevents costly mid-project tooling revisions.
The production path follows the same structure across both processes: Submit drawing or sample → DFM analysis and quotation within 24–48 hours → first samples in 7–15 days (CNC) or post-mold lead time (MIM) → FAI with full dimensional report → mass production.
For mixed-process assemblies — where some components are CNC-machined and others are MIM-produced — BSD manages both under the same project structure, the same quality system, and the same delivery timeline. You receive a complete component package, not two separate supplier relationships to coordinate.

A manufacturer that offers only CNC will always recommend CNC. A manufacturer that offers only MIM will default to MIM. Neither answer starts from "what does this part actually need?"
BSD's position — operating both processes at production capability, supported by 5-axis machining centers and CMM inspection infrastructure — means the recommendation may be CNC, MIM, or a combination of both for different parts in the same assembly. This matters particularly for bicycle product development programs involving multiple component types, where sourcing both from a single partner with unified quality management reduces coordination overhead and ensures surface finish consistency across the complete assembly.
Additional assurances for new clients: NDA/CNDA signed for all custom projects; ISO 9001 and TS16949 certified quality system; OEM and ODM project support; accepted drawing formats include STEP, IGS, STP, X_T, DWG, DXF, and PDF; on-time delivery rate of 98%+; 24-month warranty on material and processing defects.
What tolerances are achievable for CNC bicycle parts?
Standard tolerances for CNC-machined bicycle components range from ±0.05mm for non-critical features to ±0.01mm for precision interfaces such as bearing housings, spindle bores, and threaded connections. Achievable tolerance depends on part geometry, material, and feature location.
How long does it take to receive CNC prototype bicycle parts?
First CNC samples are typically delivered within 7–15 days from drawing confirmation, in quantities of 3–5 sets.
Which process should I use for my component — CNC or MIM?
The decision depends on several factors: part geometry complexity, production volume, material requirements, and tolerance requirements. Submit your drawing and our engineering team will provide a process recommendation with DFM feedback as part of the quotation response — not as a separate paid consultation.
What surface finishes are available?
Available options for both CNC and MIM parts include Type II and Type III anodizing, bead blasting, fine brushing, satin finish, powder coating, and polishing. Finish selection depends on functional requirements, environmental exposure, and aesthetic specifications.
Do you support DFM analysis before quoting?
Yes. Our engineering team reviews all submitted drawings for both CNC and MIM projects and provides DFM feedback before confirming the quote — covering feature feasibility, tolerance recommendations, and process-appropriate design modifications.
Whether you're validating a new component concept, scaling from prototype to production, or sourcing a mixed-process bicycle component assembly, the starting point is the same.
Submit your drawing or sample — 3D STEP, IGS, or PDF — and our engineering team will respond within 24–48 hours with a process recommendation, DFM feedback, and quotation. If your project involves both CNC and MIM components, we'll address both in a single response.
Contact BSD Machinery to request a quote. Our team will respond with technical analysis, not just a price.


